| Статистика |
Онлайн всего: 1 Гостей: 1 Пользователей: 0 |
|
В разделе книг: 810
Показано книг: 71-80 |
Страницы: « 1 2 ... 6 7 8 9 10 ... 80 81 » |
ОГЛАВЛЕНИЕ
2.2. Примеры расчёта резьбовых соединений
2.2.1. Расчёт силы затяжки болта
2.2.2. Крепление клеммного рычага
2.2.3. Крепление пластины
2.2.4. Крепление подшипника вала ременной
передачи
2.2.5. Болты фланцевой муфты
2.1.6. Крепление крышки газового резервуара
3. Сварные соединения
3.1. Общие принципы расчёта сварных соединений
3.2. Примеры расчёта сварных соединений
3.2.1. Крепление раскоса
3.2.2. Крепление полосы к косынке
3.2.3. Сварка стальных полос
3.2.4. Комбинированный шов
3.2.5. Консольное соединение
3.2.6. Крепление уголка
3.2.7. Крепление кронштейна корпуса подшипника
3.2.8. Крепление кронштейна
3.2.9. Консольное
крепление трубы
Методические указания к выполнению расчётно-графических
работ
по дисциплине "Детали машин"
для студентов специальностей 150700,
150800, 170900 / Составители Толстоногов
А.А., Янковский В.В., ГлобенкоЕ.В, Самара,
СамИИТ, 2002.- 35 с.
|
Справочник содержит краткие описания
и технические характеристики оборудования транспорта напольного, безрельсового,
вертикального в жестких направляющих, подвесного однорельсового и кранового, а
также вспомогательных сооружений — грузоприемных траншей, бункеров, силосов.
Рассмотрены комплексные установки для механизации ПРТС работ в основных цехах
машиностроительных заводов; приведены экономические расчеты. Справочник
предназначен для инженеров механизаторов погрузочно-разгрузочных работ в машиностроении. Он также может быть использован
студентами вузов маханико-технологических специальностей.
Егоров К. А.
Справочник механизатора погрузочно-разгрузочных и
транспортных работ. — Л.: Машиностроение. Ленингр. отд-ние, 1979. — 326 с., ил.
ПТМ |
Переходов: 296
| Добавил: engener
| Дата: 12.02.2011
|
В учебнике изложены теоретические основы рабочих процессов,
описаны принципиальные схемы оборудования, а также рассмотрены вопросы выбора
типов машин для различных условий производства.
Конструкции конкретных моделей машин и их технические
характеристики описаны в выпущенном издательством в 1972 г. атласе, который
является дополнением к данному учебнику.
Второе издание учебника подверглось значительной переработке
с учетом развития новейшей техники литейного производства и оборудования.
Аксенов П. Н.
Оборудование литейных цехов. Учебник для машиностроительных
вузов. Изд. 2-е, перераб. и доп. М., «Машиностроение», 1977. |
Проанализированы современные тенденции в создании металлургического оборудования и методы обеспечения его надежности на стадии проектирования. Отмечены особенности нагружения и эксплуатации металлургических машин. Установлены предельные значения динамических нагрузок. Сформулированы задачи оптимизации переходных процессов по коэффициенту динамичности и по времени затухания упругих колебаний. Предложена инженерная методика выбора структурных схем и параметров машин, маловосприимчивых к возмущающим воздействиям. Приведены примеры рационального проектирования металлургических машин, работающих в тяжелых динамических режимах.
Книга рассчитана на инженерно-технических работников, занятых эксплуатацией, проектированием и модернизацией оборудования металлургических и машиностроительных предприятий.
Основы рационального проектирования металлургических машин. Адамия Р.Ш., ЛободаВ.М.М.: Металлургия, 1984. 128 с.
|
Содержание:
Глава 1. Машины
для производства формовочных материалов.
Глава 2. Машины
для приготовления формовочных и стержневых материалов.
Глава 3. Оборудования
для выбивки литейных форм и стержней.
Глава 4. Машины
для очистки литья.
П.Н. АКСЕНОВ,
Н.В.ОКРОМЕШКО, С.З. СТОЛБОВОЙ
КОНСТРУКТИВНЫЕ
ЧЕРТЕЖИ
МАШИН ЛИТЕЙНОГО ПРОИЗВОДСТВА
АТЛАС
МАШГИ3 1959
|
Литейное производство является основной заготовительной
базой и важнейшей технологической отраслью машиностроения и металлообработки.
Удельный вес литых деталей в металлорежущих станках равен 80%. в текстильных -
72%. в прокатных - 68%. в паровых турбинах - 55%. в тракторах - 58%. в
электровозах - 26%. В среднем литые детали составляют - половину веса всех
машин и механизмов. Такая большая доля литых деталей объясняется теми особыми
преимуществами литейной технологии, которые обеспечивают получение деталей
практически неограниченной сложности из сплавов с заданными свойствами любых
размеров и вида, часто недостижимыми для других технологических процессов.
Литейное производство в нашей стране развивалось бурными
темпами. До революции в России выпускалось около 0.5 млн. тонн отливок, а в
1980 году он достиг 16.4 млн. тонн. Потребность в отливках промышленности
России, рассчитанная по среднему показателю развитых стран 40.8 кг/чел. в год.
должна составлять 11 млн. тонн в год с учетом возможности поставок на экспорт.
При этом следует отметить тенденцию к снижению массы отливок. Чугунный блок
цилиндров сначала имел стенку толщиной 8 мм. затем 4.8 мм. а сейчас 3.2 мм. За рубежом средняя
масса отливки уменьшилась за последние годы - на 20%. Выпуск такого количества
отливок потребует строительство новых литейных цехов и реконструкции и
технического перевооружения старых. При их проектировании следует учитывать
структуру выпуска отливок в нашей стране. Так. отливки из чугуна составляют -
73.5 % от общего выпуска отливок, стальные отливки - 20.4 %. отливки из цветных
сплавов - 6,1 %.
В последние годы наблюдается обшая тенденция увеличения доли
отливок из цветных сплавов за счет чугунных и стальных отливок, а также замены
стальных отливок отливками из высокопрочного и ковкого чугуна.
Министерство образования и науки Российской Федерации
Алтайский государственный технический университет
им И. И. Ползунова
Г.Е. Левшин
проектирование литейных цехов
Учебное пособие
Изд-во АлтГТУ Барнаул 2003 |
Электромеханические линейные актуаторы обеспечивают точное,
управляемое, повторяющееся возвратно-поступательное движение типа
толкать/втягивать (графические изображения см. на рис. ниже). Линейные актуаторы служат в качестве
эффективной, безвредной для окружающей среды и практически не требующей
обслуживания альтернативы гидравлическим или пневматическим изделиям. 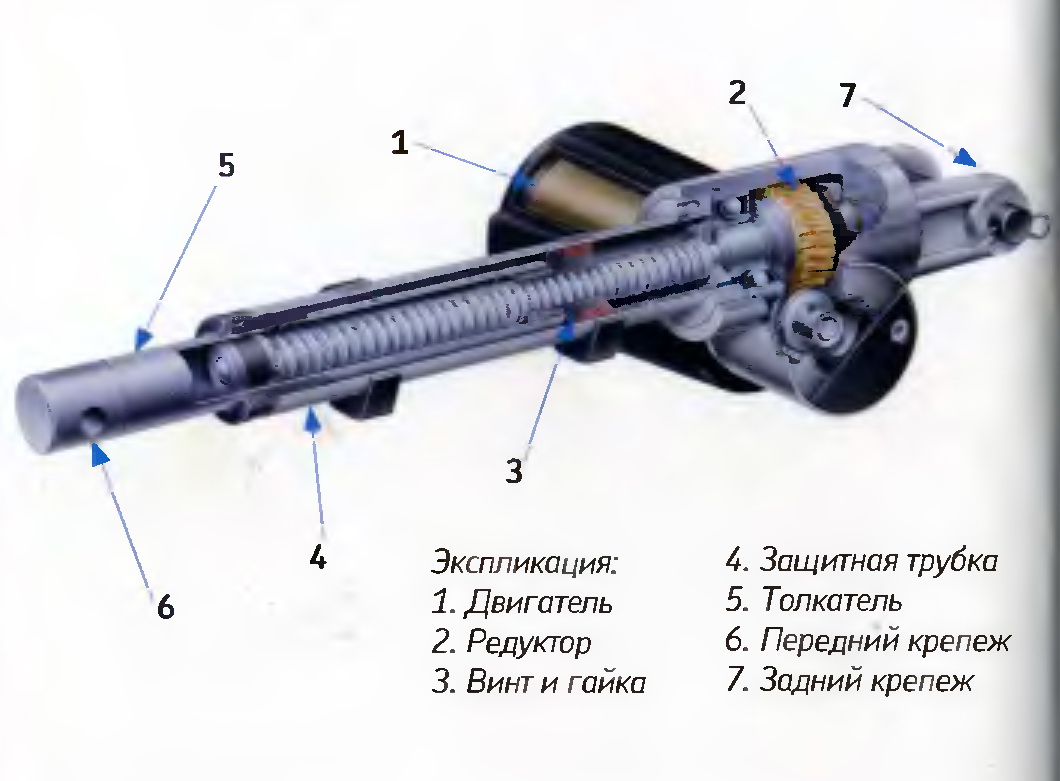
Стандартные линейные актуаторы могут работать с нагрузками
до 12 кН, обеспечивать скорость до 174 мм/сек и иметь величину хода до 1500 мм. Они могут быть
встроены в корпус из алюминия, цинка или полимеров и готовы к монтажу.
Актуаторы в модульном исполнении с открытой архитектурой
обеспечивают возможность выбора и интеграции элементов для обеспечения решений
в соответствии с требованиями заказчика в рамках существующих границ. Потенциал
применения расширяется с введением технологий для конкретных применений, таких
как датчик Холла, концевые выключатели, потенциометры, фрикционные муфты или
опорные гайки.
Винтовые линейные актуаторы, работающие от двигателей
переменного или постоянного тока, состоят в основном из ходового винта (резьбовой
вал/шпиндель) с ведущей гайкой и толкателя. В 90% случаев имеется также редуктор
между двигателем и винтом.
При подаче питания двигатель вращает ходовой винт, который
приводит в движение ведущую гайку и толкатель. При обратном движении ходового
винта, толкатель втягивается.
|
В основных направлениях развития народного хозяйства поставлена
задача улучшить проектно-сметное дело, повысить ответственность проектных,
конструкторских и научных организаций за высокий технический и экономический
уровень Проектных решений. Задачей проектных институтов является создание
производств и предприятий, которые к моменту ввода в эксплуатацию будут на уровне
мировых технических достижений.
Для выполнения этой задачи проектировщик должен быть в курсе
не только передового отечественного и зарубежного опыта, но и располагать
данными об ожидаемых достижениях науки, о перспективах развития техники, т. е.
комплексом сведений научно-технического прогноза. Предстоящие научно-технические
достижения следует учитывать в любом проекте. Вместе с тем проектировщик должен
быть уверен, что данные научно-технического прогноза отражают реальное
положение вещей, что новое лучше старого и к определенному времени будет
претворено в жизнь.
Особенно важно использовать современное оборудование. На
строительный и пусковой периоды нового предприятия может закладываться оборудование,
выпускаемое отечественными заводами или на которое уже разработаны рабочие
чертежи и запланировано изготовление и отладка в установленный срок.
Не менее важно при проектировании выполнение экологических
требований (экология — наука о взаимоотношении организмов с окружающей
средой).
Необходимо обеспечить климатические факторы в помещениях
литейных цехов (температура, освещенность, влажность воздуха, отсутствие сквозняков,
см. гл. XI).
Основы проектирования литейных цехов и заводов: Учебник для
вузов по специальностям «Машины и
технология литейного производства» и «Литейное производство черных и цветных
металлов»/Л- И. Фанталов, Б. В. Кнорре, С. И. Четверухин и др. Под ред. Б. В.
Кнорре -2-е изд., перераб. —M: Машиностроение, 1979. —376 с, ил. |
С позиции современных научных взглядов рассмотренное взаимодействие струй окислительного газа из конвертерной ванной при разнообразных способах дутья. Описываются окислительные процессы в зоне взаимодействия, динамика удаления примесей во время конвертерного передела, шлакообразования, и раствор в ванне металлолома, тепловые процессы при продуве металла в конвертере. Выкладывается суть современных модификаций кислородно-конвертерного процессу во время переработки чугунов разнообразного химического состава, в том числе донного и комбинированного продува металла кислородом. Описаны методы повышения качества металла. Рассматриваются конструкции конвертеров, служба футеровки, вспомогательное оборудование. Отражен вопрос очистки отходных конвертерных газов и использование их тепла. Описываются оборудование современных цехов, их оборудования, технологические решения, по рециркуляции материалов и охране окружающей среды.
Для студентов и преподавателей металлургических вузов и факультетов, может быть полезная инженерно-техническим работникам, квалифицированным рабочим металлургических и машиностроительных заводов, сотрудникам научно-исследовательских и проектных институтов.
Утверждено Министерством образования и науки Украины как учебник для студентов высших учебных заведений 23.10.2003, №14/18.2-1707.
Бойченко Б.М., Охотский в.б., Харлашин П.С. Конвертерное производство стали: теория, технология, качество стали, конструкции агрегатов, рециркуляция материалов и экология: Учебник. - Днепропетровск: РВА «ДНЕПРО-ВАЛ», 2006. - 454 с.
|
В книге рассматриваются результаты исследований по восстановлению
и упрочнению деталей машин электроосаждением железа, выполненные автором на
кафедре «Технология металлов» Таджикского сельскохозяйственного института и
авторемонтном заводе №1 гор. Душанбе в период с 1960 по 1975 годы.
Изложены методы определения общей дефектности строения
осадков железа, величины остаточных напряжений и их связь с основными
служебными свойствами. Приведены методика и данные исследований свойств
железных покрытий, полученных из хлористых электролитов. Описаны промышленная
поточная линия электроосаждения железа и групповая технология восстановления и
упрочнения деталей машин.
Книга рассчитана на научных и инженерно-технических работников
вузов, научно-исследовательских институтов, ремонтных и промышленных
предприятий, занимающихся вопросами восстановления и упрочнения деталей машин
электроосаждением железа, а также аспирантов и студентов технических специальностей.
Ш. 3. ЗАКИРОВ
УПРОЧНЕНИЕ ДЕТАЛЕЙ МАШИН ЭЛЕКТРООСАЖДЕНИЕМ ЖЕЛЕЗА
ИЗДАТЕЛЬСТВО «ИРФОН» ДУШАНБЕ-1978 |
|
|
